
Advantages of Bag on Valve: Why BOV Technology Leads
The Ultimate Guide to Bag on Valve Advantages: Why Smart Brands Are Making the Switch
After two decades in the aerosol manufacturing industry, I’ve witnessed countless packaging innovations come and go. But few technologies have impressed me as much as bag on valve (BOV) systems. Just last quarter, we helped a premium skincare brand transition their entire product line to BOV packaging, and the results were remarkable – 40% reduction in product waste, enhanced shelf stability, and overwhelmingly positive customer feedback.
At Signature Filling Company, we’ve filled millions of BOV units across industries from cosmetics to pharmaceuticals, and I can tell you firsthand: this isn’t just another packaging trend. BOV technology solves real problems that have plagued aerosol products for decades.
If you’re considering BOV for your brand, you’re looking at one of the most significant advances in aerosol packaging since the valve itself was invented. Let me walk you through exactly why BOV technology is transforming how smart brands approach aerosol products.
What Makes Bag on Valve Technology Different
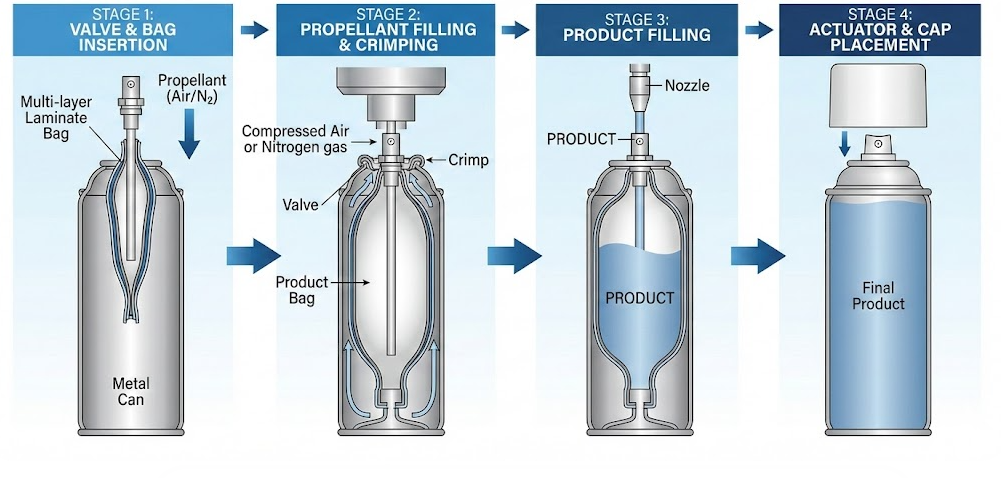
Before diving into the advantages, it’s crucial to understand what sets BOV apart from traditional aerosol systems. In conventional aerosol cans, the product and propellant mix together in a single chamber. With BOV technology, a specially designed bag inside the can keeps your product completely separated from the propellant.
This separation changes everything. The product stays in its original formulation while compressed air or nitrogen provides the dispensing pressure from outside the bag. It sounds simple, but this design innovation unlocks benefits that simply aren’t possible with traditional aerosol technology.
Superior Product Quality and Integrity
Zero Contamination Risk The biggest advantage I’ve observed across our BOV projects is product purity. Because the formulation never contacts the propellant, you eliminate contamination risks that can alter product performance, scent, or efficacy. I’ve worked with pharmaceutical clients who chose BOV specifically because they couldn’t risk any interaction between their active ingredients and traditional propellants.
Maintains Original Formulation With traditional aerosols, formulations must be adjusted to work with specific propellants. BOV eliminates this constraint entirely. Your product goes into the bag exactly as formulated and comes out unchanged. This is particularly valuable for sensitive formulations like organic skincare products or pharmaceutical preparations.
Enhanced Stability Products in BOV systems maintain stability throughout their entire shelf life. We’ve conducted accelerated aging tests that show BOV products retaining their original properties significantly longer than traditional aerosol formulations.
Complete 360-Degree Dispensing
One of the most impressive BOV advantages becomes obvious the moment you use the product. Unlike traditional aerosols that lose pressure or stop working when inverted, BOV systems dispense perfectly from any angle.
Consistent Performance in Any Position Whether upright, sideways, or completely upside down, BOV systems deliver the same consistent spray pattern and pressure. This isn’t just convenient – it’s revolutionary for products applied in hard-to-reach areas or used in professional settings where positioning matters.
No Product Left Behind Traditional aerosol cans often leave 10-20% of the product unusable when pressure drops. BOV technology evacuates virtually 100% of the product, providing exceptional value to consumers and maximizing your product yield.
Environmental and Safety Benefits
Reduced Environmental Impact BOV systems use compressed air or nitrogen as propellants instead of traditional hydrocarbon or HFC propellants. According to research from the Environmental Protection Agency, this dramatically reduces the environmental impact compared to traditional aerosol systems.
Non-Flammable Propellants Safety considerations drive many of our clients toward BOV technology. The compressed air or nitrogen propellants are non-flammable, eliminating fire hazards associated with traditional aerosol propellants. This is particularly important for products used near heat sources or in industrial applications.
Improved Workplace Safety For manufacturers and end users alike, BOV systems offer enhanced safety profiles. Reduced flammability risk, no toxic propellant exposure, and elimination of propellant-related skin or respiratory irritation make BOV the safer choice across the board.

Enhanced User Experience
Precise Application Control BOV technology delivers superior spray control compared to traditional aerosols. The consistent pressure throughout the product’s life means the first spray performs exactly like the last spray. Users get predictable results every time, which is crucial for professional applications or precise dosing requirements.
Quieter Operation The dispensing mechanism in BOV systems operates more quietly than traditional aerosols. This might seem minor, but it’s significant for products used in quiet environments or professional settings where noise matters.
Premium Feel and Performance There’s an undeniable quality perception advantage with BOV products. The consistent performance, complete evacuation, and reliable operation create a premium user experience that builds brand loyalty.
Manufacturing and Economic Advantages
From a manufacturing perspective, BOV technology offers compelling advantages that impact your bottom line and operational efficiency.
Simplified Formulation Process Because products don’t need to be compatible with propellants, formulation becomes significantly simpler. You can focus on product performance rather than propellant compatibility. This often reduces development time and costs while enabling formulations that simply aren’t possible with traditional aerosols.
Reduced Regulatory Complexity BOV systems often face fewer regulatory hurdles, particularly for international markets. The elimination of traditional propellants can simplify compliance requirements and accelerate market entry timelines.
Quality Control Benefits Manufacturing quality control becomes more straightforward with BOV systems. Product testing, stability studies, and batch consistency monitoring are simplified when you’re not dealing with propellant interactions.
At Signature Filling Company, our bag on valve manufacturing capabilities have helped brands achieve these advantages while maintaining the highest quality standards throughout the production process.

Industry-Specific BOV Applications
Cosmetics and Personal Care BOV technology excels in beauty applications where product integrity matters most. Serums, treatments, and premium formulations maintain their efficacy while delivering the precise application consumers expect.
Pharmaceuticals and Medical The contamination-free environment inside BOV systems makes them ideal for pharmaceutical applications. Topical treatments, wound care products, and medical devices benefit from the sterile dispensing environment BOV provides.
Food and Beverage Food-grade BOV systems enable new product categories that weren’t feasible with traditional aerosols. The product isolation ensures food safety while enabling innovative dispensing solutions for culinary applications.
Industrial and Professional Professional applications benefit enormously from BOV’s consistent performance and complete evacuation. Whether it’s precision lubricants, cleaning products, or technical formulations, BOV delivers reliability that professionals demand.
Our comprehensive products and services portfolio includes BOV solutions tailored to each of these industry requirements, with specialized expertise in formulation, filling, and quality assurance.
Cost Considerations and ROI
While BOV systems typically involve higher initial costs than traditional aerosols, the total cost of ownership often favors BOV technology:
Reduced Product Waste The near-complete evacuation of BOV containers means virtually no product waste. For high-value formulations, this alone can justify the technology choice.
Extended Shelf Life Enhanced product stability often translates to longer shelf life, reducing inventory turnover pressure and waste due to expiration.
Premium Positioning Opportunity BOV technology enables premium positioning that can support higher margins, often more than offsetting the incremental manufacturing costs.
Reduced Liability Risk The safety advantages of BOV systems can translate to reduced liability exposure, particularly important for professional or industrial applications.
Making the Switch: Implementation Considerations
Formulation Compatibility Most formulations translate beautifully to BOV systems, but some adjustment may be necessary. Working with experienced BOV manufacturers ensures optimal performance from your existing formulations.
Packaging Design Implications BOV systems may require package design modifications to accommodate the internal bag system. However, this also presents opportunities for innovative package design that highlights the technology advantages.
Market Education Consumers may need education about BOV advantages, particularly the 360-degree dispensing capability and complete evacuation benefits. This education effort often becomes a competitive differentiator.
Quality Standards and Compliance
The aerosol industry maintains strict quality standards, and BOV technology meets or exceeds all relevant requirements. The International Association of Aerosol Industries provides comprehensive guidelines that BOV systems fully comply with, while often exceeding traditional aerosol safety standards.
Regulatory Advantages BOV systems often simplify regulatory compliance, particularly for international markets. The elimination of traditional propellants removes many regulatory barriers that can complicate global product launches.
Quality Assurance Benefits Manufacturing quality control becomes more predictable with BOV systems. Product consistency, batch-to-batch variation, and long-term stability all improve compared to traditional aerosol systems.
The Future of BOV Technology
Innovation in BOV technology continues advancing, with developments in bag materials, valve designs, and application-specific optimizations. Early adopters position themselves advantageously as these improvements become standard industry practice.
Sustainability Trends As environmental regulations tighten and consumer demand for sustainable packaging grows, BOV technology’s environmental advantages become increasingly valuable.
Performance Enhancements Ongoing research into bag materials and valve systems continues improving BOV performance, opening new application possibilities and enhancing existing advantages.

Taking the Next Step with BOV Technology
The advantages of bag on valve technology extend far beyond simple product dispensing. From superior product integrity and environmental benefits to enhanced user experience and manufacturing advantages, BOV represents a comprehensive improvement over traditional aerosol systems.
For brands serious about product quality, user experience, and environmental responsibility, BOV technology offers compelling advantages that translate directly to competitive benefits and customer satisfaction.
The decision to adopt BOV technology impacts every aspect of your product, from formulation and manufacturing to user experience and brand positioning. Understanding these advantages helps you make informed decisions about whether BOV technology aligns with your brand goals and market positioning.
Ready to explore how BOV technology can benefit your specific application? Contact our technical team for a detailed consultation about implementing bag on valve solutions for your products. With our extensive experience across industries and applications, we can help you realize the full potential of BOV technology for your brand.